 公司簡介
公司簡介 企業(yè)文化
企業(yè)文化 榮譽資質(zhì)
榮譽資質(zhì) 企業(yè)裝備
企業(yè)裝備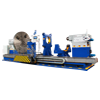 重型臥式車床系列
重型臥式車床系列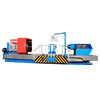 軋輥車床系列
軋輥車床系列 大型臥式車床系列
大型臥式車床系列 數(shù)控端面車床系列
數(shù)控端面車床系列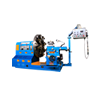 大型落地車床系列
大型落地車床系列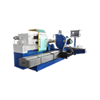 車銑磨組合機床系列
車銑磨組合機床系列 立式車床系列
立式車床系列 龍門銑床系列
龍門銑床系列 公司新聞
公司新聞 行業(yè)動態(tài)
行業(yè)動態(tài) 常見問題
常見問題

 歐洲
歐洲 南美洲
南美洲 北美洲
北美洲 中東
中東 東南亞
東南亞 東亞
東亞
廠家指導(dǎo)對適合數(shù)控加工的工件圖樣進行分析,以明確數(shù)控機床加工內(nèi)容的加工要求。分析工件圖是其加工工藝的開始,工件圖提出的要求又是加工工藝的結(jié)果和目標(biāo)。
工件圖樣用尺寸標(biāo)注確定零件形狀、結(jié)構(gòu)大小和位置要求,是正確理解零件加工要求的主要的依據(jù)。數(shù)控加工工藝人員對零件尺寸標(biāo)注的分析應(yīng)注意以下幾點:
①分析圖樣尺寸標(biāo)注方法是否適應(yīng)數(shù)控加工的特點。對數(shù)控加工來說,尺寸從同一基準標(biāo)注,便于工藝編程時保持設(shè)計、工藝、檢測基準與編程原點設(shè)置的一致。而采取不同基準的局部分散尺寸標(biāo)注,常常給加工工藝設(shè)計帶來諸多不便。
②分析圖樣中加工輪廓的幾何元素是否充分。由于零件設(shè)計人員在設(shè)計過程中考慮不周或被疏忽,常常出現(xiàn)構(gòu)成零件輪廓的幾何元素條件不充分,有錯、漏、矛盾、模糊不清的情況。當(dāng)發(fā)生以上各項缺陷時,應(yīng)向圖樣的設(shè)計人員或技術(shù)管理人員及時反映,解決后方可進行程序編制工作。
?、鄯治鲈O(shè)計基準與工藝定位基準的統(tǒng)一問題,分析定位基準面的可靠性,以便設(shè)計裝夾方案時,采取措施減少定位誤差。
分析零件圖樣上的公差要求,以確定控制其尺寸精度的加工工藝。影響到尺寸加工精度的工藝因素有機床的選擇、刀具對刀方案、工件裝夾定位選擇及確定切削用量等因素。
尺寸公差,從零件的設(shè)計角度看,是表示工件尺寸所允許的誤差的范圍,它的大小影響零件的使用性能;從工件加工工藝的角度來解讀公差,它首先是生產(chǎn)的命令之一,它規(guī)定加工中所有加工因素引起加工因素誤差大小的總和必須在該公差范圍內(nèi),或者說所有的加工因素‘分享’了這個公差,公差是所有加工因素公共的允許誤差。
對數(shù)控加工而言,由機床、夾具、刀具和工件所組成的統(tǒng)一體稱為“工藝系統(tǒng)”。工藝系統(tǒng)的種種誤差,是零件產(chǎn)生加工尺寸誤差的根源。工藝系統(tǒng)誤差有控制系統(tǒng)的誤差,機床伺服系統(tǒng)的誤差,零件定位誤差,對刀誤差以及機床、工件、刀具的剛性等引起的其他誤差等。除工藝系統(tǒng)誤差外,還包括程序編制的坐標(biāo)數(shù)據(jù)值、刀具補償值、刀具磨損補償值的誤差等。
對于數(shù)控切削加工,零件的形狀和位置誤差主要受機床主運動和進給運動機械運動副幾何精度的影響。如沿X坐標(biāo)軸運動的方向線與其主軸軸線不垂直時,則無法保證垂直度這一位置公差要求。
表面粗糙度是保證零件表面微觀精度的重要要求,也是合理選擇機床、刀具及確定切削用量的重要依據(jù)。機械加工時,表面粗糙度形成的原因,主要有兩方面,一是幾何因素,二是物理因素。
影響表面粗糙度的幾何因素,主要是刀具相對工件作進給運動時,在加工表面留下的切削層殘留面積。殘留面積越大,表面越粗糙。殘留面積的大小與進給量、刀尖圓弧半徑及刀具的主副偏角有關(guān)。
物理因素是與被加工材料性質(zhì)和與切削機理相關(guān)的因素。如:當(dāng)?shù)毒咧兴偾邢魉苄圆牧蠒r產(chǎn)生積屑瘤與鱗刺,使加工表面的粗糙程度高;工藝系統(tǒng)中的高頻振動,使刀刃在加工表面留下振紋,增大了表面粗糙度值。
圖樣上給出的零件材料要求,是選擇刀具(材料、幾何參數(shù)及使用壽命)和選擇機床型號及確定有關(guān)切削用量等的重要依據(jù)。零件的加工件數(shù),對裝夾與定位、刀具選擇、工序安排及走刀路線的確定等都是不可忽視的因素。

 客服1
客服1  客服2
客服2