 公司簡介
公司簡介 企業(yè)文化
企業(yè)文化 榮譽資質(zhì)
榮譽資質(zhì) 企業(yè)裝備
企業(yè)裝備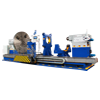 重型臥式車床系列
重型臥式車床系列 軋輥車床系列
軋輥車床系列 大型臥式車床系列
大型臥式車床系列 數(shù)控端面車床系列
數(shù)控端面車床系列 大型落地車床系列
大型落地車床系列 車銑磨組合機床系列
車銑磨組合機床系列 立式車床系列
立式車床系列 龍門銑床系列
龍門銑床系列 公司新聞
公司新聞 行業(yè)動態(tài)
行業(yè)動態(tài) 常見問題
常見問題

 歐洲
歐洲 南美洲
南美洲 北美洲
北美洲 中東
中東 東南亞
東南亞 東亞
東亞
維修方法:數(shù)控設(shè)備維修是一項很復(fù)雜、技術(shù)含量很高的一項工作,數(shù)控設(shè)備與普通設(shè)備有較大的差別。
1.與當(dāng)場的操作人員充分溝通:現(xiàn)場操作人員是斜床身數(shù)控車床最親密的伙伴,操作人員也是各種故障的第一發(fā)現(xiàn)人。因此,當(dāng)故障發(fā)生后,維修人員一般不要急于動手,先與操作人員進行充分的溝通,要仔細詢問故障發(fā)生時機床處在什么工作狀態(tài)、表現(xiàn)形式、產(chǎn)生的后果、是否是誤操作,故障能否再現(xiàn)等,這樣有助于維修人員快速分析和判斷故障原因。
2.利用數(shù)控系統(tǒng)的自診斷功能:一般CNC系統(tǒng)都有較為完備的自診斷系統(tǒng),無論是發(fā)那科系統(tǒng)還是西門子系統(tǒng),數(shù)控系統(tǒng)上電初始化時或運行中均能對自身或接口做出一定范圍的自診斷。維修人員應(yīng)熟悉系統(tǒng)自診斷各種報警信息。根據(jù)說明書進行分析以確定故障范圍,定位故障元器件,對于進口的數(shù)控系統(tǒng)一般只能定位到板級,其片級維修一般可依靠各數(shù)控系統(tǒng)的廠家售后維修部門。
3.利用PLC程序的邏輯查找:現(xiàn)在一般CNC控制系統(tǒng)均帶有PLC控制器,大多為內(nèi)置式PLC控制。維修人員應(yīng)根據(jù)梯形圖對機床控制電器進行分析,在CRT上直觀地看出CNC系統(tǒng)I/O的狀態(tài)。通過PLC程序的邏輯分析,進口泵方便地檢查出問題存在部位,如FANUC-OT系統(tǒng)中自診斷頁面等。根據(jù)圖紙PLC梯圖進行分析,定位機床與CNC系統(tǒng)接口故障,以確定故障部位是機械、電器、液壓還是氣動故障。

 客服1
客服1  客服2
客服2