 公司簡(jiǎn)介
公司簡(jiǎn)介 企業(yè)文化
企業(yè)文化 榮譽(yù)資質(zhì)
榮譽(yù)資質(zhì) 企業(yè)裝備
企業(yè)裝備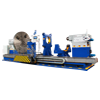 重型臥式車(chē)床系列
重型臥式車(chē)床系列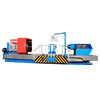 軋輥車(chē)床系列
軋輥車(chē)床系列 大型臥式車(chē)床系列
大型臥式車(chē)床系列 數(shù)控端面車(chē)床系列
數(shù)控端面車(chē)床系列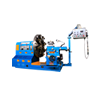 大型落地車(chē)床系列
大型落地車(chē)床系列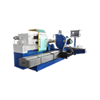 車(chē)銑磨組合機(jī)床系列
車(chē)銑磨組合機(jī)床系列 立式車(chē)床系列
立式車(chē)床系列 龍門(mén)銑床系列
龍門(mén)銑床系列 公司新聞
公司新聞 行業(yè)動(dòng)態(tài)
行業(yè)動(dòng)態(tài) 常見(jiàn)問(wèn)題
常見(jiàn)問(wèn)題

 歐洲
歐洲 南美洲
南美洲 北美洲
北美洲 中東
中東 東南亞
東南亞 東亞
東亞數(shù)控加工刀具的實(shí)現(xiàn)心思與控制方法見(jiàn)表
數(shù)控繳納過(guò)刀具的失效形式與控制方法見(jiàn)表
失效形式 失效理念 失效原因 產(chǎn)生的影響 控制失效方法
后發(fā)哦面磨損 機(jī)械應(yīng)力導(dǎo)致摩擦磨損
切削催行材料 2 切削塑料材料時(shí) 刀具材料硬度不足 2 吼叫偏小 切削數(shù)度偏低 進(jìn)給量偏小 降低講過(guò)尺寸精度 選用耐磨刀具材料 2 增大切削數(shù)度 3 加大進(jìn)給量 4 增大后腳
刀面磨損 摩擦高溫和高壓大致前刀面磨損 切削塑性材料時(shí) 刀具材料硬度不足 2 切削數(shù)度過(guò)高 3 及你哥量過(guò)大 4 切削與前刀面摩擦 5 發(fā)熱去域擴(kuò)散 影響排泄境地主切削強(qiáng)度
失效形式 失效理念 失效原因 生產(chǎn)的影響 控制失效方法
邊界磨損 主切削刃 上的邊界磨損 工件材料表面硬化 2 劇場(chǎng)裝切削 影響切削流向 導(dǎo)致 控制實(shí)現(xiàn)方法 1 降低切削數(shù)度和 降低進(jìn)給量 2 先用耐磨刀具材料 3 增大前腳 寂寞 粘杜堆積在主切削刃旁的前刀 面上的公交安材料的為例 1中暑切削 2 切削熱 3 公交安材料速行太大 降低表面質(zhì)量降低尺寸精度 1 硬質(zhì)合金刀具選用高的切嫻熟度 2 高數(shù)剛刀 選用高低的切削數(shù)度 3 改善弓箭的材料的切削加工性能 4 選用親和力小的圖層硬質(zhì)合金和陶瓷刀具材料 5 使用合適的冷卻液 刃口剝落 切削刃上出現(xiàn)小缺口 排泄 補(bǔ)償所致 降低加工國(guó)標(biāo)碼治療 降低尺寸精度 去選用強(qiáng)度高的刀具材料 2改善刀具幾盒角度 崩刃 切削刃大片 1 切削應(yīng)力過(guò)大 2 刃口 強(qiáng)度不足 3 刀具材料強(qiáng)度與性不足 切削不能進(jìn)行 1 選用強(qiáng)度和型高的刀具材料 2 降低切削負(fù)荷 3 適當(dāng)減小前 后角 熱烈紋 由 切削熱不均勻所致 進(jìn)給量過(guò)大 降低公家你就愛(ài)工表面 .

 客服1
客服1  客服2
客服2