 公司簡介
公司簡介 企業(yè)文化
企業(yè)文化 榮譽(yù)資質(zhì)
榮譽(yù)資質(zhì) 企業(yè)裝備
企業(yè)裝備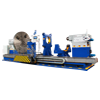 重型臥式車床系列
重型臥式車床系列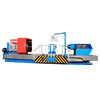 軋輥車床系列
軋輥車床系列 大型臥式車床系列
大型臥式車床系列 數(shù)控端面車床系列
數(shù)控端面車床系列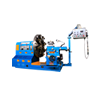 大型落地車床系列
大型落地車床系列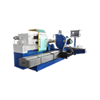 車銑磨組合機(jī)床系列
車銑磨組合機(jī)床系列 立式車床系列
立式車床系列 龍門銑床系列
龍門銑床系列 公司新聞
公司新聞 行業(yè)動態(tài)
行業(yè)動態(tài) 常見問題
常見問題

 歐洲
歐洲 南美洲
南美洲 北美洲
北美洲 中東
中東 東南亞
東南亞 東亞
東亞
數(shù)控機(jī)床的進(jìn)給機(jī)構(gòu),采用伺服電機(jī)或步進(jìn)電機(jī)與滾珠絲杠連接,一般采用聯(lián)軸器直連、齒形同步帶連接或運(yùn)用齒輪相連。在很多場合,因結(jié)構(gòu)上的限制,特別是采用了伺服電機(jī)或混合式步進(jìn)電機(jī)后,聯(lián)軸器直連便成為電機(jī)與滾珠絲杠最為常見的連接方法。
由于數(shù)控機(jī)床進(jìn)給速度較快,如快進(jìn)、快退的速度有時高達(dá)20m/min以上,在整個加工過程中正反轉(zhuǎn)換頻繁。聯(lián)軸器承受的瞬間沖擊較大,輕易引起聯(lián)軸器松動和扭轉(zhuǎn),隨使用時間的增長,其松動和扭轉(zhuǎn)的情況加劇。在實(shí)際加工時,主要表現(xiàn)為各方向運(yùn)動正常、編碼器反饋也正常、系統(tǒng)無報警,而運(yùn)動值卻始終無法與指令值相符合,加工誤差值越來越大,甚至造成加工的零件報廢。出現(xiàn)這種情況時,建議檢查一下聯(lián)軸器。
聯(lián)軸器按結(jié)構(gòu)可分為剛性聯(lián)軸器和撓性聯(lián)軸器兩種形式,可按其結(jié)構(gòu)分別加以處理。
1.剛性聯(lián)軸器
剛性聯(lián)軸器目前主要采用聯(lián)軸套加錐銷的聯(lián)接方法,而且大多進(jìn)給電機(jī)軸上都備有平鍵。這種連接,經(jīng)過一段時間使用,圓錐銷開始松動,鍵槽側(cè)面間隙逐漸增大,有時甚至引起錐銷脫落,造成零件加工尺寸不穩(wěn)定。解決的方法有兩種:
?。?)采用特制的小頭帶螺紋的圓錐銷,用螺母加彈性墊圈鎖緊,防止圓錐銷因快速轉(zhuǎn)換而引起的松動。該方法能很好地解決圓錐銷松動的題目,同時也減輕了平鍵所承受的扭矩。當(dāng)然,這種方法因圓錐銷小頭有螺母,必須確保聯(lián)軸器有一定的回轉(zhuǎn)空間。
?。?)采用兩只一大一小的彈性銷取代圓錐銷連接,這種方法固然沒有圓錐銷的連接方法精度高,但能很好地解決圓錐銷松動題目,彈性銷具有一定的彈性,能分解部分平鍵承受的扭矩,而且結(jié)構(gòu)緊湊,裝配也十分方便。經(jīng)在維修中應(yīng)用,效果很好。但裝配時要留意,大小彈性銷要求互成180°裝配,否則會影響零件加工的精度。
2.撓性聯(lián)接器
撓性聯(lián)接器是數(shù)控機(jī)床廣泛采用的聯(lián)軸器,它能補(bǔ)償因同軸度及垂直度誤差引起的“干涉”現(xiàn)象。在結(jié)構(gòu)答應(yīng)的條件下,大部分?jǐn)?shù)控機(jī)床的伺服進(jìn)給系統(tǒng)都采用撓性聯(lián)接器結(jié)構(gòu)。但撓性聯(lián)接器裝配時很難把握錐套是否鎖緊,假如錐形套漲開后摩擦力不足,就使絲杠軸頭與電機(jī)軸頭之間產(chǎn)生相對滑移扭轉(zhuǎn),造成數(shù)控機(jī)床工作運(yùn)行中,被加工零件的尺寸呈現(xiàn)有規(guī)律的逐漸變化(由小變大或大變?。?,每次的變化值基本上是恒定的。假如調(diào)整機(jī)床快速進(jìn)給速度后,這個變化量也會起變化,此時CNC系統(tǒng)并不報警,由于電動機(jī)轉(zhuǎn)動是正常的,編碼器的反饋也是正常的。一旦機(jī)床出現(xiàn)這種情況,單純靠擰緊兩端螺釘?shù)姆椒ú灰欢ㄗ嘈?。解決方法是想法鎖緊聯(lián)軸器的彈性錐形套,若錐形套過松,可將錐形套軸向切開一條縫,擰緊兩真?zhèn)€螺釘后,就能徹底消除故障。

 客服1
客服1  客服2
客服2