 公司簡(jiǎn)介
公司簡(jiǎn)介 企業(yè)文化
企業(yè)文化 榮譽(yù)資質(zhì)
榮譽(yù)資質(zhì) 企業(yè)裝備
企業(yè)裝備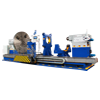 重型臥式車床系列
重型臥式車床系列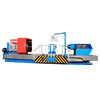 軋輥車床系列
軋輥車床系列 大型臥式車床系列
大型臥式車床系列 數(shù)控端面車床系列
數(shù)控端面車床系列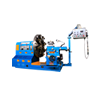 大型落地車床系列
大型落地車床系列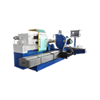 車銑磨組合機(jī)床系列
車銑磨組合機(jī)床系列 立式車床系列
立式車床系列 龍門銑床系列
龍門銑床系列 公司新聞
公司新聞 行業(yè)動(dòng)態(tài)
行業(yè)動(dòng)態(tài) 常見問題
常見問題

 歐洲
歐洲 南美洲
南美洲 北美洲
北美洲 中東
中東 東南亞
東南亞 東亞
東亞
將工件在機(jī)床三爪卡盤中定位和夾緊。在車削加工中,工件必須隨主軸一起旋轉(zhuǎn)。正確的裝夾能夠保證工件在機(jī)床中處于正確的位置,保證在切削力的作用下不松動(dòng)、不脫落。根據(jù)工件直徑的大小,用卡盤扳手適當(dāng)?shù)乃砷_三爪自定心卡盤,然后將工件裝入卡盤,伸出適當(dāng)?shù)拈L(zhǎng)度,再用卡盤扳手沿順時(shí)針方向?qū)⒐ぜA持牢固。
2、用三爪自定心卡盤夾持工件,要有一定的夾緊長(zhǎng)度;棒料伸出的長(zhǎng)度應(yīng)考慮零件的加工長(zhǎng)度和必要的安全距離。
3、棒料的中心線盡量與主軸的中心線重合,如果裝夾已經(jīng)精車過的工件外圓,必須使用軟爪,或在工件外圓上墊一層軟金屬,以免損傷已加工表面。
4、工件應(yīng)夾持牢固,使其在加工過程中位置不變。夾持薄壁件時(shí),要適當(dāng)用力,不要使工件產(chǎn)生過大的夾緊變形,切削用量也應(yīng)選小些。
2、用墊刀板調(diào)整刀尖的高度,使刀尖的高度與工件軸線、主軸軸線、頂尖軸線等高。粗加工時(shí)可略高于中心0.2mm,精加工和曲面加工時(shí)必須等高,否則輪廓變形;
6、然后在主軸上夾持工件,啟動(dòng)主軸,用手動(dòng)試切端面,若切后端面留有一凸臺(tái),表明刀具壓的太高或太低,則需要松開車刀,調(diào)整墊片高度,再試切,直至工件端面平整。此時(shí)刀具壓的高度比較合適;
8、裝夾切槽刀和切斷刀時(shí),主切削刃要與主軸中心線或端面平行,刀尖要對(duì)準(zhǔn)或略高于工件中心,并保證兩副偏角對(duì)稱。
4、車外圓時(shí),切槽刀和切斷刀的中心線應(yīng)與工件軸線成90度,保證兩副偏角相同;車端面時(shí),切槽刀和切斷刀的中心線應(yīng)與工件端面成90度,保證兩副偏角相同。

 客服1
客服1  客服2
客服2